 русский
русский English
English français
français español
español português
português العربية
العربية

Источник мультиголовочного весового дозатора
В 1970-х годах Японская сельскохозяйственная ассоциация попросила весовые компании взвесить зеленый перец. В Японии зеленый перец обычно расфасовывают в пакеты в виде количественной тары в супермаркетах, если каждый пакет зеленого перца количественным значением составляет 120 граммов, то наполнить 120 грамм очень сложно. Поскольку вес одного зеленого перца тяжелее, а разница больше, меньше связана с интересами потребителей, больше связана с затратами предприятия. Традиционным способом является ручное взвешивание, то есть, взвешивая на статических электронных весах, добавляйте до 115 граммов зеленого перца один за другим, и тогда почти невозможно найти 5 граммов зеленого перца для добавления, вы должны взять зеленый перец поменьше от 115 грамм, и добавить еще один побольше зеленого перца. Если вес намного больше 120 граммов или меньше 120 граммов, вышеуказанную работу необходимо повторять, поэтому эффективность взвешивания очень низкая, и трудно достичь результатов, близких к целевому весу (количественному значению). После долгих исследований и исследований технический персонал успешно решил проблему взвешивания зеленого перца, используя принцип комбинированного взвешивания. Его специализированным оборудованием станут некоторые крупные пищевые предприятия.
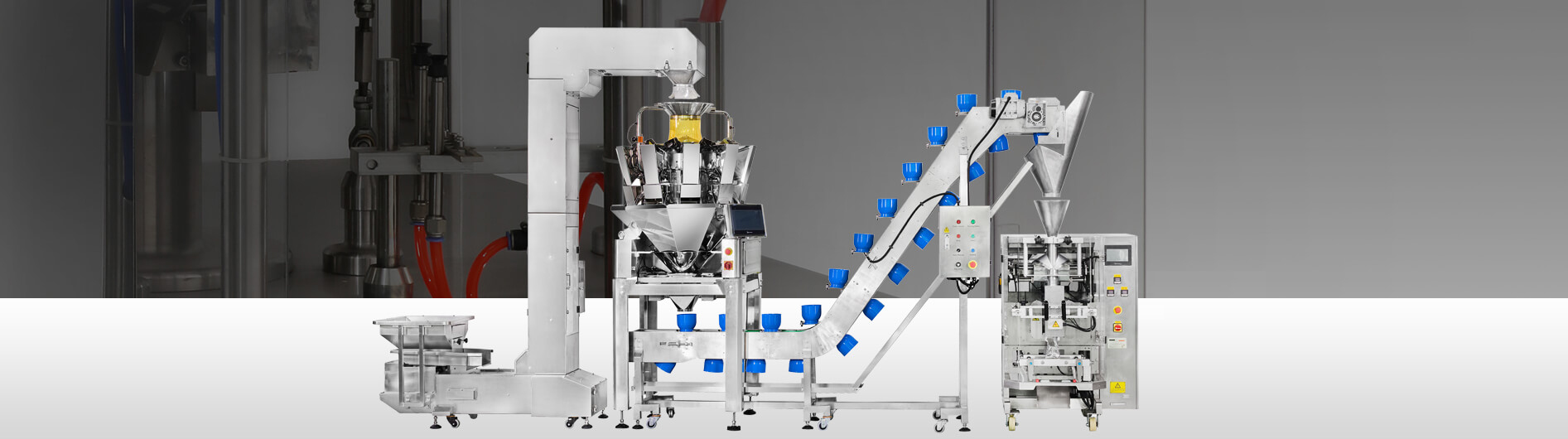
Состав многоголовочного весового дозатора
Основной состав комбинированных весов: основная вибрационная плита, основная вибрационная машина, линейная вибрационная плита, линейная вибрационная машина, бункер, ковш для взвешивания, желоб, бункер (опционально), шаговый двигатель, приводная плата, устройство преобразования модуля, главная плата управления. .
Принцип работы многоголовочного весового дозатора
1. Материал направляется в накопительный бункер конвейером для материала. Когда материал добавляется в заданное горизонтальное положение, электронный датчик на боковой стороне бункера-накопителя обнаруживает и отправляет сигнал, чтобы конвейер прекратил подачу до тех пор, пока уровень материала в бункере-накопителе не упадет до заданного горизонтального положения, а затем электронный глаз посылает сигнал подачи;
2. Материал в бункере для хранения, через вибрацию основной вибрационной машины, чтобы материал из основной вибрационной плиты равномерно попал в линейную вибрационную плиту, чтобы подать линейную вибрационную плиту;
3. Вибрация линейного вибратора приводит к тому, что материал выгружается из линейного вибратора в бункер для хранения;
4. Когда ковш для взвешивания завершает последнее взвешивание и опорожнение, верхний бункер открывается, чтобы материал попал в ковш для взвешивания для взвешивания. Выходной сигнал передается на материнскую плату устройства управления по подводящему проводу. Центральный процессор на материнской плате считывает и записывает вес каждого ковша для взвешивания, а затем выбирает комбинированный ковш для взвешивания, наиболее близкий к целевому весу, путем расчета, анализа и комбинирования.
5. Когда сигнал подачи разрешен, ЦП выдает команду запуска драйвера для открытия выбранного весового ковша, материал отправляется через желоб в бункер или непосредственно в упаковочную машину, а сигнал подачи отправляется на упаковочная машина для завершения упаковки.

Адрес : No.1 Jinan Road, Shuangfeng Development Zone, Hefei City, Anhui Province, China
Вы можете отписаться в любой момент. Для этого, пожалуйста, найдите нашу контактную информацию в официальном уведомлении.






 Поддерживается сеть IPv6
Поддерживается сеть IPv6